Среднечастотная индукционная печь для плавки металла




Индукционная печь — это печной аппарат, который применяется для плавления цветных (бронзы, алюминия, меди, золота и других) и черных (чугуна, стали и других) металлов за счет работы индуктора.
Область применения: применяется на золотодобывающих и металлургических предприятиях для прямого цианирования золота и реакций замещения золота цинком в золотом концентрате с помощью цинкового порошка. А также для процессов выплавки готовой продукции, плавки золота и разливки слитков из элетролитически рафинированного золота.
Мощность: 50-100 кВт
Запросить ценуДанное оборудование быстро осуществляет нагрев, обладает высокой производительностью, энергосбережением, низкими затратами на выплавку, высокой температурой нагрева, повышенной плотностью установки тиглей и высокой степенью извлечения в процессе плавки.
Принцип работы
Индукционная печь фактически является электрическим трансформатором со вторичной короткозамкнутой обмоткой. Принцип действия индукционной печи состоит в следующем:
- при помощи генератора в индукторе создается переменный ток;
- индуктор с конденсатором создает колебательный контур, он настроен на рабочую частоту;
- в случае использования автоколебательного генератора, конденсатор исключается из схемы устройства и в этом случае используется собственный запас емкости индуктора;
- создаваемое индуктором магнитное поле может существовать в свободном пространстве или же замыкаться с использованием индивидуального ферромагнитного сердечника;
- магнитное поле воздействует на находящуюся в индукторе металлическую заготовку или шихту и образует магнитный поток;
- по уравнениям Максвелла он индуцирует в заготовке вторичный ток;
- при цельном и массивном магнитном потоке создаваемый ток замыкается в заготовке и происходит создание тока Фуко или вихревого тока;
- после образования такого тока вступает в действие закон Джоуля-Ленца, и полученная с помощью индуктора и магнитного поля энергия нагревает заготовку металла или шихту.
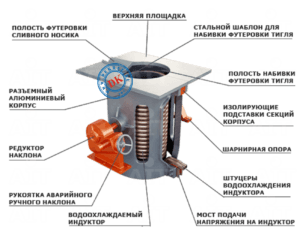
Конструкция
Конструкция индукционных тигельных печей включает в себя индуктор, который состоит из нескольких витков медной трубки, свернутой в виде катушки, внутри нее постоянно передвигается охлаждающая жидкость. Также индуктор вмещает в себе тигель, который может быть из графита, стали и других материалов.
Кроме индуктора в печи установлен магнитный сердечник и подовый камень, все это заключено в корпус печи. В него входят:
- кожух индукционной единицы;
- кожух ванной;
- каркас.
В моделях печей большой мощности кожух ванны обычно выполняется достаточно жестким, поэтому каркас в таком устройстве отсутствует. Крепление корпуса должно выдерживать сильные нагрузки при наклоне всей печи. Каркас чаще всего изготавливается из фасонных балок, выполненных из стали.
Тигельная индукционная печь для плавки металла устанавливается на фундамент, в который вмонтированы опоры, на их подшипники опираются цапфы механизма наклона устройства.
Кожух ванны выполняется из металлических листов, на которые для прочности наваривают ребра жесткости.
Кожух для индукционной единицы используется в качестве соединительного звена между печным трансформатором и подовым камнем. Его для уменьшения потерь тока делают из двух половинок, между которыми предусмотрена изолирующая прокладка.
Стяжка половинок происходит за счет болтов, шайб и втулок. Такой кожух делается литым или сварным, при выборе материала отдают предпочтение немагнитным сплавам. Двухкамерная индукционная сталеплавильная печь идет с общим кожухом для ванны и для индукционной единицы.
В небольших печах, в которых не предусмотрено водяного охлаждения имеется вентиляционная установка, она помогает отводить из агрегата излишки тепла. Даже вы случае установки водоохлаждаемого индуктора необходимо вентилировать проем, возле подового камня, чтобы он не перегревался.
В современных печных установках имеется не только водоохлаждаемый индуктор, но и предусмотрено водяное охлаждение кожухов. На каркасе печи могут быть установлены вентиляторы, работающие от приводного двигателя. При значительной массе такого устройства, вентиляционный прибор устанавливают возле печи. Если индукционная печь для производства стали идет со съемным вариантом индукционных единиц, то для каждой из них предусматривается свой вентилятор.
Отдельно стоит отметить механизм наклона, который для малых печей идет с ручным приводом, а для крупных он оснащен гидравлическим приводом, расположенным у сливного носика. Какой бы ни был установлен механизм наклона, он обязан обеспечивать слив полностью всего содержимого ванной.
Основные технические характеристики оборудования:
- Номинальная выходная мощность 50 кВт -100 кВт
- Входное напряжение (3 фазы) 380 В
- Выходное напряжение средней частоты 700 В
- Выходной ток 200 -250 А
- Выходная частота инвертора 1250 Гц
- Объем тигля (литр) 30 л (тигель из графитовой глины15 л) 15 л (тигель из графитовой глины 8 л). Объем печи можно регулировать согласно требованиям
- Максимальная рабочая температура: 1650-1700℃ Для тигля из графитовой глины: 1400-1500℃
- Время плавления 40-60 мин, для сплава Дорэ
- Очистка и литьё золотых и серебряных слитков 20-30 мин/тигель
- Скорость наклона печи: скорость подъема 2- 4 °/с (7,5-15 мм/с)
- Давление охлаждающей воды на впуске: 0,2 МПа
- Расход охлаждающей воды: 8-10 м³/ч
или у Вас появились вопросы, заполните форму обратной связи ниже
или свяжитесь с нами любым удобным Вам способом
персональных данных в соответствии с Политикой конфиденциальности